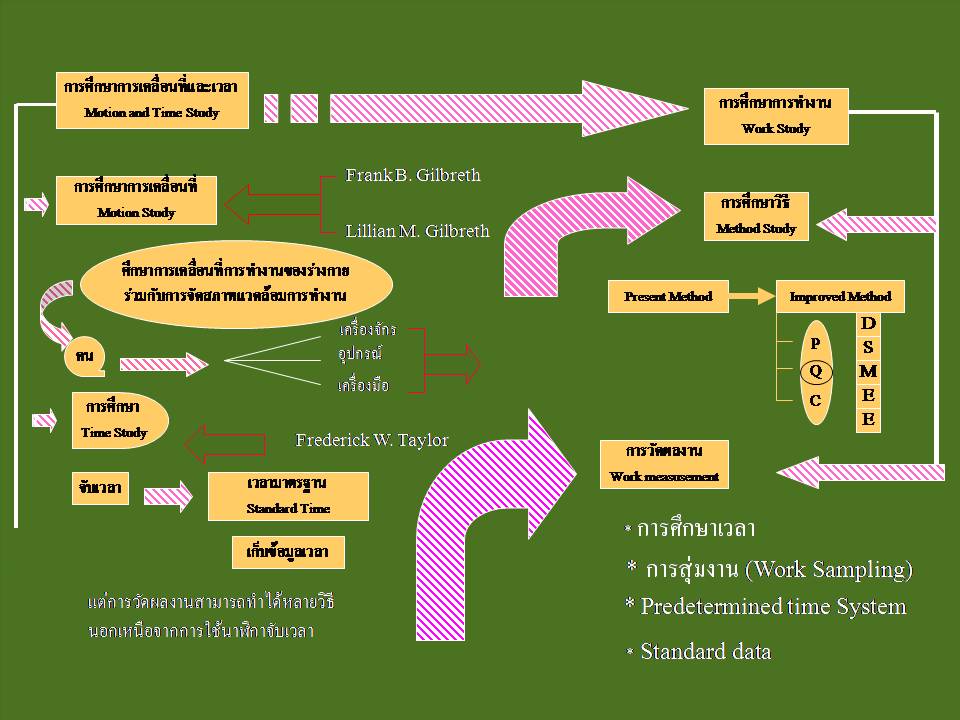
การศึกษางานครั้งที่ ๓ การวิเคราะห์กระบวนการผลิต
2.5.1 แผนภูมิกระบวนการผลิต (Process Charts)
แผนภูมิเป็นเครื่องมือที่ใช้ในการบันทึกข้อมูลอย่างกะทัดรัด เพื่อความสะดวกในการอ่านแผนภูมิมีลักษณะเป็นเครื่องหมายหรือแผ่นภาพ ซึ่งแยกแยะขั้นตอนของกระบวนการผลิตไว้อย่างชัดเจน การวิเคราะห์โดยใช้แผนภูมิ โดยทั่วไปมักเริ่มต้นด้วยการที่วัตถุดิบเคลื่อนเข้าสู่สายการผลิต และบันทึกขั้นตอนการดำเนินงานต่างๆ บนวัตถุดิบนั้น เช่น การขนส่ง การตรวจสอบ การทำงานบนเครื่องจักร การประกอบชิ้นส่วน จนกระทั่งสำเร็จออกมาเป็นผลิตภัณฑ์ หรือชิ้นส่วนที่ประกอบแล้วแผนภูมิกระบวนการผลิตอาจเป็นการบันทึกขั้นตอนการผลิตของสินค้าชนิดเดียวภายในแผนกหนึ่ง หรือของสินค้าหลายๆ ชนิด ภายในแผนกต่างๆ พร้อมกันก็ได้
การศึกษาจากแผนภูมิดังกล่าว จะช่วยให้เห็นภาพของขั้นตอนการปฏิบัติได้ชัดเจนยิ่งขึ้นมากกว่าการอ่านคำบรรยายเพียงอย่างเดียว และจะช่วยให้สามารถปรับปรุงวิธีการทำงานได้ง่ายขึ้นอีกด้วย การปรับปรุงส่วนใดส่วนหนึ่งของกระบวนการจะส่งผลปรากฎบนแผนภูมิ ทำให้ทราบถึงผลกระทบที่อาจมีต่อส่วนอื่นๆ ของขั้นตอนการผลิต ยิ่งกว่านั้นเรายังสามารถนำเอาขั้นตอนหนึ่งของแผนภูมิกระบวนการทำการวิเคราะห์ถึงรายละเอียดปลีกย่อยลึกซึ้งลงไปอีก
1) สัญลักษณ์ของแผนภูมิกระบวนการผลิต
การบันทึกในแผนภูมิจะใช้สัญลักษณ์มาตรฐานเพียง 1 ชุด ซึ่งจะมีอยู่ห้าสัญลักษณ์ ก็สามารถคลุมไปถึงการกระทำหรือเหตุการณ์ต่าง ๆ ที่ปรากฏโดยทั่วไปขณะปฏิบัติงานในโรงงานหรือสำนักงานได้หมด การวิเคราะห์แผนภูมิส่วนใหญ่จะใช้สัญลักษณ์มาตรฐานที่ใช้กันโดยทั่วไป 5 ตัว คือ
ตารางที่ 2.2.1 ตารางสรุปการใช้เครื่องหมายของแผนภูมิกระบวนการ (Process Chart)
สัญลักษณ์
|
ชื่อเรียก
|
คำจำกัดความโดยย่อ
|
การดำเนินงาน(Operation)
|
1. การเปลี่ยนคุณสมบัติทางเคมีหรือฟิสิกส์ของวัตถุ
2. การประกอบชิ้นส่วนหรือการถอดส่วนประกอบออก
3. การเตรียมวัตถุเพื่องานขั้นต่อไป
4. การวางแผน การคำนวณ การให้คำสั่ง หรือการรับคำสั่ง
| |
การตรวจสอบชิ้นงาน (Inspection)
|
1. การตรวจสอบคุณลักษณะของวัตถุ
2. ตรวจสอบคุณภาพหรือปริมาณ
| |
การขนส่ง (Transportation)
|
1. การเคลื่อนที่วัตถุจากจุดหนึ่งไปยังอีกจุดหนึ่ง
2. คนงานกำลังเดิน
3. มือกำลังเคลื่อน
| |
การรอคอย
(Delay)
|
1. การเก็บวัสดุชั่วคราวระหว่างการดำเนินงาน
2. การคอยเพื่อให้งานขั้นต่อไปเริ่มต้น
| |
การเก็บรักษา (Storage)
|
1. การเก็บวัสดุไว้ในที่ถาวรซึ่งต้องอาศัยคำสั่งในการเคลื่อนย้าย
2. การถือไว้ในมือ ใช้เฉพาะในการวิเคราะห์การทำงานของมือ
|
สัญลักษณ์ข้างต้นนี้ อาจรวมกันได้ในกรณีที่เกิดขึ้นพร้อมกัน เช่น มีการกลึงพร้อมกัน การตรวจสอบดูความได้ศูนย์ของชิ้นงาน อาจใช้สัญลักษณ์รวมว่า  ก็ได้
ก็ได้

2) การใช้แผนภูมิกระบวนการ (Process Chart)
ก) การเก็บข้อมูลวิธีทำงานแบบเดิม
จากตัวอย่างที่2.2.1 ในรูปที่ 2.2.2 เป็นการสั่งซื้อเครื่องมือบางอย่างที่ต้องใช้ภายในโรงงาน หัวหน้าคนงานในโรงงาน จะเขียนใบเบิกส่งไปให้ยังพนักงานพิมพ์ดีด เพื่อพิมพ์บนใบขอสั่งซื้อ จากนั้นหัวหน้าแผนกลงนามอนุมัติ แล้วส่งไปให้ยังแผนกจัดซื้อ ซึ่งตัวแทนแผนกจัดซื้อต้องทำการศึกษาเพื่อดูราคาและปริมาณในการสั่งซื้อ จากนั้นจึงจะทำการออกใบสั่งซื้อสินค้าเพื่อสังไปยังสำนักงานใหญ่หรือผู้แทนจำหน่ายต่อไป ขั้นตอนในการขอซื้อเครื่องมือนี้อาจวิเคราะห์ลงบน แผนภูมิกระบวนการ (Process Chart) ได้ ดูรูปที่ 2.2.2 ในการวิเคราะห์อาจสร้างผังการเคลื่อนที่ไว้ดูคู่กันเพื่อความเข้าใจ ดูรูป 2.2.3
ข) การปรับปรุง
จากแผนภูมิดังรูปที่ 2.2.2 จะเห็นว่าขั้นตอนการสั่งซื้อเครื่องมือวิธีเก่า มีการเคลื่อนของใบงานมาก และมีการล่าช้า เนื่องจากการคอย ณ จุดต่างๆ ซึ่งเป็นส่วนที่เสียเวลาและไม่จำเป็นอาศัยเทคนิคการตั้งคำถามต่างๆ เราอาจพบว่ามีขั้นตอนการดำเนินงานต่างๆ ซึ่งอาจขจัดออกและเปลี่ยนตัวบุคคลที่ทำงานนั้นได้ เช่น
- ทำไมต้องพิมพ์ใบขอสั่งซื้อ จะใช้แบบฟอร์มมาตรฐานซึ่งเขียน หรือกรอกเฉพาะข้อความได้หรือไม่
- ทำไมต้องให้หัวหน้าแผนกเซ็นชื่ออนุมัติ ส่งให้ผู้แทนจัดซื้ออนุมัติจะได้หรือไม่
- ทำไมต้องพิมพ์ใบสั่งซื้อ ใบสั่งซื้อจะใช้เป็นแบบฟอร์มมาตรฐานได้หรือไม่ซึ่งสามารถกรอกรายละเอียดจากผู้ขอซื้อเครื่องมือนั้นๆ โดยตรง
จากรายละเอียดเหล่านี้ เราสามารถนำไปสู่การปรับปรุงขั้นตอนของการขอซื้อเครื่องมือวิธีใหม่ได้ ดังรูป 2.2.4 และ 2.2.5 ซึ่งจะเห็นว่าลดขั้นตอนต่างๆ ลงถึง 11 ขั้นตอน และลดระยะในการเคลื่อนของใบสั่งซื้อลงถึง 30 ฟุต